GRITTAL
|
 |
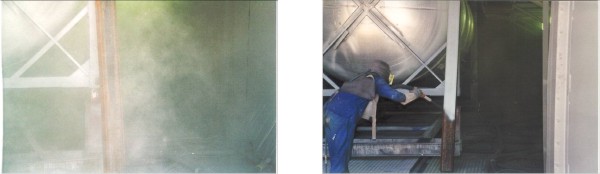 | |||
| Fig.1 Operator using Al-Oxide K46: severe dust development, weak visibility | Fig.2 Operator using Grittal G30/G40 mix: no dust develpoment | ||
Advantages
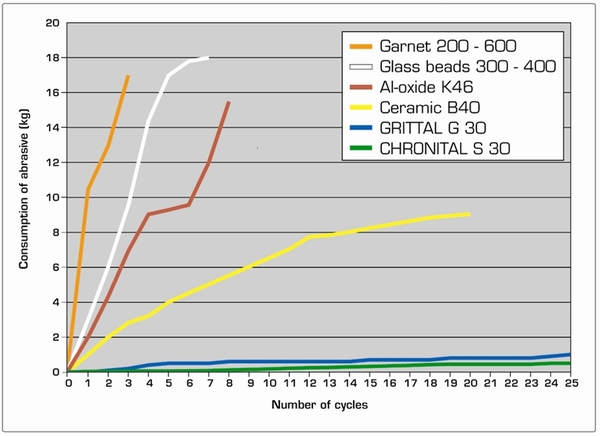
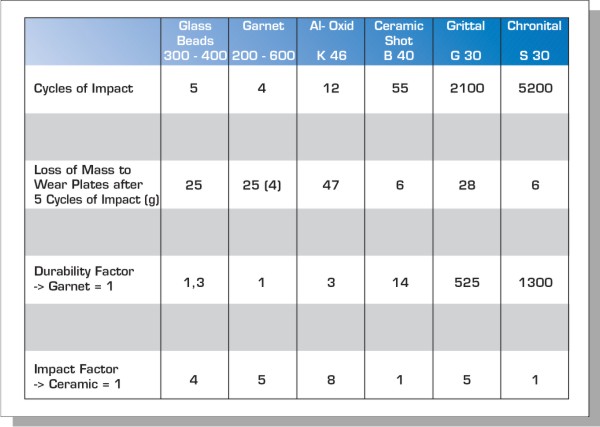
- 연마재 모양이 grit type 이면서 수명(durability)이 매우 뛰어남
- 알루미늄 옥사이드(Aluminum Oxide) 보다 수명이 최소한 15배 이상 뛰어남
- Blasting 시 분진 발생이 거의 없어 얼룩 오염이 없음
- 분진 발생이 적어 작업 환경이 매우 뛰어나며, 폐기물 처리비용을 획기적으로 절감
- Air Blast 및 Centrifugal Shot Blast 기계에 모두 사용가능
| 사 용 전 |
 |
 |
 |
| 사 용 후 |
 |
 |
 |
Applications
- 철도차량(Railroad Coaches), 각종 콘테이너(container) 표면처리
- 테프론 코팅 전처리,포리우레탄 코팅 전처리,브레이징 전처리 등 각종 도장 전 처리
- 아연 다이케스팅,비철금속,특수금속등 제품의 표면처리
- 스텐레스 주조,단조,판재,용접구조물 등 표면처리
- 콘크리트,화강암,자연석등 표면처리
- 정밀주조(Investment Casting) shell, 알루미늄 용접 Mill Scale 제거
 |
 |
 |
 |
 |
Characteristics
| 화학성분(Chemical Analysis) | C 2%, Cr 30% |
| 미세조직(Microstructure) | 마르텐사이트(Martensite) with Chromium Carbides |
| 경도(Hardness) | Grittal GH : ~ 750 Hv (~ 62 HRc), hardened and crushed Grittal GM : ~ 640 Hv (~ 56 HRc), crushed |
| 겉보기밀도(Bulk Density) | 4.1 g/cm3 (~256 lbs/ft3) |
Sieve Analysis
| sieve mm | Number | sieve inch | mesh | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 300 | 200 | 150 | 100 | 60 | 50 | 40 | 30 | 20 | 10 | |||
| 3.5 | | .138 | ~6 | |||||||||
| 3.0 | 5% max. | .118 | ~7 | |||||||||
| 2.5 | | .098 | ~8 | |||||||||
| 2.0 | 5% max. | .078 | 10 | |||||||||
| 1.7 | 90% min. | 5% max. | .066 | 12 | ||||||||
| 1.5 | 90% min. | 5% max. | .055 | 14 | ||||||||
| 1.25 | 90% min. | 5% max. | .046 | 16 | ||||||||
| 1.0 | 90% min. | 5% max. | .039 | 18 | ||||||||
| 0.8 | 5% max. | .033 | 20 | |||||||||
| 0.7 | 90% min. | .028 | 25 | |||||||||
| 0.6 | 90% min. | .023 | 30 | |||||||||
| 0.5 | 5% max. | .020 | 35 | |||||||||
| 0.4 | 90% min. | .016 | 40 | |||||||||
| 0.3 | 5% max. | .012 | 50 | |||||||||
| 0.2 | 5% max. | .008 | 70 | |||||||||
| 0.14 | 90% min. | .006 | 100 | |||||||||
| 0.09 | 90% min. | .005 | 170 | |||||||||
| <0.09 | 90% min. | >.005 | >170 | |||||||||
Shot Media Comparison
| Shot Media | Bulk Density (lbs/ft3) | Vickes Hardness (HV1) | |
|---|---|---|---|
| NEW | Conditioned | ||
| Grittal | 225 | 750 | 750 |
| Aluminum Oxide | 125 | 2000 | 2000 |
| Garnet | 130 | 1500 | 1500 |
| Glass Bead | 100 | 440 | 500 |
| Stainless Steel Cut Wire (As cut) | 280 | 400 | 600 |
| Comparison | Specific Weight | Blasting Efficiency | Resistance to wear 100% breakdown |
|---|---|---|---|
| Grittal / Al-Oxide | 1.8 : 1 | 1 : 1 | 30 : 1 |
| Grittal / Garnet | 1.5 : 1 | 1 : 1 | 60 : 1 |
| Grittal / Glass Beads | 2.25 : 1 | 2 : 1 | 50 : 1 |
| Grittal / SUS Cut Wire (As cut) | 0.8 : 1 | 5 : 1 | 1 : 3 |
CHRONITAL
|
 |
Advantages
- Cut Wire Shot 와 비교하여 각이 없는 구형이므로 기계에 보충 시 균일한 표면조도를 얻을 수 있슴
- Shot ball 수명이 매우 좋음
- 브라스팅시간이 짧음
- 표면이 미려함
- 녹발생이 없음
- 브라스팅기계 소모품 마모가 적음
Applications
- 브라스트 크리닝(Blast Cleaning), 디버닝(De-burring), 표면마감처리(Surface finishing)
- 알루미늄 다이케스팅, 단조, 압출제품 등 표면처리
- 아연 다이케스팅, 비철금속, 특수금속 등 제품의 표면처리
- 스텐레스 주조, 단조, 판재, 용접구조물 등 표면처리
- 콘크리트, 화강암, 자연석 등 표면처리
- 알루미늄 압출금형, 고무, 유리금형 청소(Cleaning)
 |
 |
 |
 |
 |
Characteristics
| 화학성분(Chemical Analysis) | C 0.17%, Cr 18%, Ni 10%, Si 1.8%, Mn 1.2% |
| 미세조직(Microstructure) | 오스텐나이트(Austenitic) |
| 경도(Hardness) | 사용전(Delivered) : 300 Hv (30 HRc) 사용중(Work Mix) : 450 Hv (45 HRc) |
| 겉보기밀도(Bulk Density) | 4.7 kg/dm3 |
Sieve Analysis
| sieve mm | Number | sieve inch | mesh | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 300 | 200 | 150 | 100 | 60 | 50 | 40 | 30 | 20 | 10 | |||
| 3.5 | | .138 | ~6 | |||||||||
| 3.0 | 5% max. | .118 | ~7 | |||||||||
| 2.5 | | .098 | ~8 | |||||||||
| 2.0 | 5% max. | .078 | 10 | |||||||||
| 1.7 | 90% min. | 5% max. | .066 | 12 | ||||||||
| 1.5 | 90% min. | 5% max. | .055 | 14 | ||||||||
| 1.25 | 90% min. | 5% max. | .046 | 16 | ||||||||
| 1.0 | 90% min. | 5% max. | .039 | 18 | ||||||||
| 0.8 | 5% max. | .033 | 20 | |||||||||
| 0.7 | 90% min. | .028 | 25 | |||||||||
| 0.6 | 90% min. | .023 | 30 | |||||||||
| 0.5 | 5% max. | .020 | 35 | |||||||||
| 0.4 | 90% min. | .016 | 40 | |||||||||
| 0.3 | 5% max. | .012 | 50 | |||||||||
| 0.2 | 5% max. | .008 | 70 | |||||||||
| 0.14 | 90% min. | .006 | 100 | |||||||||
| 0.09 | 90% min. | .005 | 170 | |||||||||
| <0.09 | 90% min. | >.005 | >170 | |||||||||
Shot Media Comparison
| Shot Media | Bulk Density (lbs/ft3) | Vickes Hardness (HV1) | |
|---|---|---|---|
| NEW | Conditioned | ||
| Stainless Steel Shot | 275 | 280~350 | 390~450 |
| Aluminum Shot | 120 | 100~140 | 130~170 |
| Glass Bead | 100 | 400 | 500 |
| Stainless Cut Wire Shot | 280 | 400 | 600 |
| Ceramic Beads | 150 | 800 | 1000 |
| Comparison | Specific Weight | Blasting Efficiency | Resistance to wear 100% breakdown |
|---|---|---|---|
| SUS Shot /Al-Shot | 2.3 : 1 | 4 : 1 | 1.5~3 : 1 |
| SUS Shot / Glass Beads | 2.75 : 1 | 1 : 2 | 100 : 1 |
| SUS Shot / Ceramic Beads | 1.8 : 1 | 1 : 1 | 15 : 1 |

